- Ayrıntılar
- Yazan: Super User
- Kategori: SMED - Tekli Dakikalarda Model Değişimi
- Görüntüleme: 9425
Plastik enjeksiyon türkiyede hızla gelişmektedir. Artık kalıp fuarları, plastik fuarları ve yan sanayi fuarlarında platik parça ve kalıp üreten firmalarımız boy göstermeye başlamışlardır. Türk firmaları giderek Avrupa çapında söz sahibi olmaktadırlar. Bu yazımızda kalıp firmalarının ve enjeksiyon firmalarının temel sorunlarından biri olan kalıp değiştirme süresine değineceğim.
Kalıp değişiminde 2-6 saat civarında bir süre normal sayılmaktadır. Pek çok firma bu değişim süresinin maliyetini parti bazlı üretim ile azaltma yolunu seçmiş, böylece stok maliyeti ile tanışmışlardır. Bu konuda mühendislerin ortak görüşü yukarıda belirtilen saatlerin doğruluğunu teyit etmektir.
- Ayrıntılar
- Yazan: Super User
- Kategori: Heijunka - Üretim Dengeleme
- Görüntüleme: 7561
Orta ölçekli bir işletmenin üretim ve malzeme planlarının hazırlanmasının maliyeti nedir?
Bu soruyu cevaplarken pek çok firma yöneticisi bu maliyeti personel maliyeti ile sınırlı olarak tarif etmektedir. Oysa gerçekte maliyetler personel maliyeti ile sınırlı değildir. Daha da kötüsü yapılan planların kendileri bir maliyet üretmektedir. Özellikle ana sanayi firmaları yan sanayilerine gönderdikleri planla ek maliyet oluşmasına neden olmatadır.
Durumu bir örnekle açıklamaya çalışalım: Bir ürünü üretmek için beş ayrı makinede ardı ardına işlem yapması gereken bir firma düşünelim. Bu firmanın planlama sorumlusu hazırladığı planları makine ustalarına versin ve ustalar makinelerle plana göre üretim yapsın, buradaki kayıplar nelerdir. Şimdi onları inceleyelim.
- Ayrıntılar
- Yazan: Super User
- Kategori: Shojinka - İşgücü Dengeleme
- Görüntüleme: 6941
Hiç çalıştığınız firmanın dışında bir firmanın üretim tesisini gezdiniz mi? Yalın üretim sistemi ile baktınız mı? Benim bir çok firmada gördüğüm genellikle operatörlerin çok hareketli olduğu bir ortamdır. Peki sürekli hareket eden operatörler ne üretirler? Cevap oldukça kısa ve kesin MUDA yani zaman harcarlar ancak hiçbir şey üretmezler.
Özellikle kalabalık firmalarda en çok dikkatimi çeken şey insanların oradan oraya koşturmalarıdır. Böyle bir ortamda çalışanlar akşam oldukça yorulmuş olarak evlerine giderler. Ancak üretilen iş - burada katma değer üreten yani müşterinin karşılığını ödediği işten bahsediyoruz- yeterli midir? Bu soruya hayır cevabı vermek çok kolaydır. Ancak çalışanların daha az yorularak, daha fazla iş üretmelerini nasıl sağlarız sorusuna cevap vermek kolay değildir.
Bir de joker elemanlarla ilgili olarak bir kaç şey söylemek istiyorum. Bu joker elemanlardan pek çok firmada vardır. Hat çalışanları joker elemanlara seslenirler, joker eleman yapmakta olduğu işi bırakır ve oraya koşar, bir dahaki seslenmeye kadar burada bulunur, bu böylece sürer gider. Bütün üretim bu joker elemanın verimliliğine bağlırdır.
İşte üretimde iş gücü dengeleme bu noktada deverye girer. Shojinka sistemi bu dengelemenin temel öğesidir. Buyrun bir operatörün daha az çalışarak daha fazla iş üretmesini sağlamak için yapılması gereken uygulama adımlarını okumaya....
- Ayrıntılar
- Yazan: Super User
- Kategori: Kanban - Çekme Sistemi
- Görüntüleme: 11153

İşletmelerde tüm depo çalışanları üretime malzeme vermek için en akılcı sistem olarak görünen üretim planına göre malzemenin bir gün önceden hazırlanması ve makine başına taşınmasına dayalı bir sistem olarak kullanma eğilimindedirler. Malzemeciler ve depo elemanları bütün gün yoğun bir şekilde çalışırlar yine de işler yetişmez, malzemeler oradan oraya taşınır. Bu taşıma sırasında hasar meydana gelir. Genel olarak bu hasarlar fire raporlarında görünmez, kayıplar yükselir. Üretimde çalışanlar malzemeler arasında kaybolur, bir birlerini ve makineleri görmek genelde olanaklı değildir.Hareketler kısıtlanmıştır. Çalışanlar üretim yapmak yerine malzeme aramak için yerlerinden ayrılırlar, hat kısa aralıklarla günde bir çok kez malzeme bekler, günlük üretim sayısı düşer.
İşletme içinde üst üste duran paletler nedeni ile temizlik yapılamaz durumda veya açık alanlar temizlenir, diğer yerler toz ve kir birikmesine neden olur. Bu toz ve kirler makinelerde aşınmaya, sıkışmaya, ürünlerde firelere neden olurlar. Fireler, duruşlar zaman kayıpları artar, bir türlü çözüm bulunamayan tozu gidermek için sistemler aranır.
Sizce çok abartılı bir tarif mi oldu? Öyle ise buyurun devamını okumaya…
- Ayrıntılar
- Yazan: Ümit SAYIN
- Kategori: TPM - Toplam Üretken Bakım
- Görüntüleme: 8504
Toplam Ekipman Verimliliği OEE (Overall Equipment Effectiveness)
Toplam Ekipman Verimliliği OEE, mevcut durumumuzu ve iyileştirme yapmamız gereken konuları belirlememizi ve planlamamızı sağlayan, yaptığımız çalışmaları takip etmemize yardımcı olan ve yalın üretim vizyonunu destekleyen bir göstergedir.
OEE hesaplanırken bir ürünün üretildiği rota üzerindeki tezgah ya da tezgahlardaki kapasite kaybına yol açacak her türlü duruş ve verimsizlik göz önüne alınır. Planlanmış çalışma zamanı içindeki makine etkinliğidir.
OEE Hesaplanması:
{highslide}lean/oee_grafik.png&captionText:'OEE - Toplam Ekipman Verimliliği'{/highslide}
OEE = Kullanılabilirlik Oranı x Performans Oranı x Kalite Oranı
Kullanılabilirlik Oranı (Availability Rate):
Makinenin ihtiyacımız olduğunda hazır ve çalışır durumda olmasıdır. Çalışma süresinin verimliliğidir.
Kullanılabilirlik Oranı = Operasyon Zamanı / Planlı Çalışma Zamanı
Planlı Çalışma Zamanı: Toplam Zaman – Planlı Duruş Zamanı ( Yemek, çay molası, Planlı bakım vb.)
Operasyon Zamanı: Planlı Çalışma Zamanı – Plansız Duruş Zamanı ( Arıza, Setup ve Ayar, Temizlik vb.)
Performans Oranı (Performance Rate):
Makinenin ideal şartlarda üretebileceği parça adedine göre üretebildiği parça adedidir.
Performans Oranı = İdeal Çevrim Zamanı x Toplam Parça Sayısı / Operasyon Zamanı
İdeal Çevrim Zamanı: Bir parçayı üretebilmek için geçen birim üretim süresidir.
Toplam Parça Sayısı: Uygun ve uygun olmayan toplam parça sayısıdır.
Kalite Oranı (Quality Rate):
Üretilen kaliteli parça oranıdır.
Kalite Oranı = Toplam Parça Sayısı - Hatalı Parça Sayısı / Toplam Parça Sayısı
Ümit SAYIN
- Ayrıntılar
- Yazan: Super User
- Kategori: Kanban - Çekme Sistemi
- Görüntüleme: 8050
Bir firma düşünün işletme içerisinde, planlama sisteminin, yarın üretimi yapılacak ürünlerin malzemelerini çıkması nedeni ile, bir çok malzemenin makineler yanında durduğu, çalışanların ve makinelerin üst üste yığılan malzemelerden görünmediği ve malzemeleri oradan oraya çekmeği iş olarak gördüğü bir firma!
Burada çalışanlar verimliliği artırma adına yarı mamulleri yaparak daha sonra kullanmak üzere yığınlar halinde stoklarlar, bir makinede üretim süresi bir vardiya sürerken bir önceki makinede aynı miktar üç varidiyada işlenebilmektedir. Böylece yarımamuller sürekli olarak stoklanmaktadır. Firma böylece yatırımda tasarruf sağladığını düşünmektedir!
Yarımamul stokları takip edebilmek için ek planlama elemanları çalışmaktadır. Aksi durumda elinizde hammadde olarak bulunduğunu düşündüğünüz malzemelerin aslında satmayacağınız bir ürün üretimek üzere kısmen kullanıldığını öğrenip çok şaşırabilirsiniz. Bir sonraki makinede işlenecek yarımamulün kalitesi veya fire oranı bilinmediğinden 5-10% üretim fazlası mevcuttur. Bu üretim fazlası stok yıllarca siapariş bekleyebilir! Yarımamullerin kalitelerinin sağlanması için her makine başına bir proses kontrol elemanı konmuştur.
Bütün bunlar inanılmaz! Veya tanıdık geldi! Öyleyse tek parça akışı sistemini okumak için hazırsınız.
- Ayrıntılar
- Yazan: Super User
- Kategori: Hoshin Kanri - Stratejik planlama
- Görüntüleme: 11974

Hoshin Kanri firma politikalarının ve hedeflerinin tüm çalışanlara yayımak ve her çalışanının bu politika ve hedeflerler ile uyumlu şekilde performans göstermesini sağlamak amacıyla kullanılan bir tekniktir. Hoshin kanri Japonyada 1960 - 1965 yılları arasında yayılmakta olan TQC (Toplam kalite kontrol) sistemini uygulayan firmaların uygulamalarından yola çıkılarak ortaya atılmıştır.
- Ayrıntılar
- Yazan: Super User
- Kategori: SMED - Tekli Dakikalarda Model Değişimi
- Görüntüleme: 7446
Model değişimi süresi görünmeyen bir stok nedenidir. İnsanlar bu süreyi öyle kanıksamışlardırki onunla yaşamayı öğrenme yolunda pek çok adım atmışlardır. En çok yapılan da bu süreleri azaltmak için klasik yaklaşım olan parti büyüklüğünü artırmaya gitmektir. Bu da müşteri sayısının hızla azaldığı, rakip sayısının ise hızla arttığı bir ortamda firma için rekabet gücünü azaltıcı bir etki göstermektedir. Çünkü hiçbir firma gerektiğinden fazla mal almak istememektedir. Bu durumda geriye yalnızca stok tutmak, bir kaç siparişi birleştirmek yolu kalmış gibi görüyor. Oysa bunu yapan pek çok firma giderek pazar kaybetmeğe mahkum olacaktır.
Model değişim süresini azaltmak için yukarıda bahsetmediğimiz bir yol daha vardır. SMED uygulamak. SMED (Single Minute Exchange of Die – Tekli dakikalarda model değişimi) ünlü japon endüstri mühendisi Shigeo Shingo tarafından “A Revolution in Manufacturing: The SMED system” kitabı ile ortaya atılmış bir sistemdir. Yalın üretim sisteminin vazgeçilmez bir öğesi olarak ele alınabilir.
- Ayrıntılar
- Yazan: Super User
- Kategori: Kanban - Çekme Sistemi
- Görüntüleme: 9766
Kanban pull sisteminin en önemli elemanıdır. Kanban uygulanması ile teslim süresinde oldukça büyük azalma sağlanır. Stok kontrolü sıradan insanların anlabileyeceği kadar basit, en karmaşık programların bile sağlamakta güçlük çektiği kadar hassas, müşterinin istediği kadar esnek bir sitem ile idare edilir hale gelir.
Burada tekrarlamakta yarar var kanban tek başına stok azalması konusunda bir etkisi yoktur. Kanban stok kontrolünü sağlar, problemleri görünür yapar ve böylece çözüme katkıda bulunur. Kanbanın uygulama yerlerine uyum sağlaması açısından aşağıdaki çeşitleri vardır..
- Ayrıntılar
- Yazan: Super User
- Kategori: Yalın üretim sistemi
- Görüntüleme: 7983
Hepimiz hastaneleri biliriz. Müşteri olarak gittiğimiz herhangi bir hastanede geçirdiğimiz zamanın büyük bir kısmı beklemek veya diğer işlemleri yaparken harcanır. Doktor ile geçirdiğimiz süre bu sürenin toplamının genelde yarısından azdır. Boşa harcanan diğer zaman yalın üretim sistemi içinde tanımlanan MUDA 'dır ve azaltılması gerekir.
Hastanelerden hizmet alan herkesin söylediği ortak şey ne kadar zor, ne kadar problemli olduğu ve doktorların hastaya ne kadar az zaman ayırdığıdır. İşte müşteri memnuniyetini artırmak için yapılması gereken en önemli çalışma, hastaların ve yakınlarının boşa harcanan zamanlarının ortadan kaldırılması ve doktorla geçirdikleri zamanın artırılması gerekmektedir. Bunu yapmanın en iyi yolu da yalın üretim sisteminin hastane içinde uygulanmasıdır. Ama nasıl?
- Ayrıntılar
- Yazan: Super User
- Kategori: Heijunka - Üretim Dengeleme
- Görüntüleme: 8494
Müşterimiz neyi, ne zaman ve ne kadar isteyeceğini asla bilmek istemez. O öyle bir varlıktır ki en küçük bir şeyi bulamadığı anda çok üzülür ve memnuniyeti hemen azalır. Yaşadığı zorluğu asla unutmaz ve her fiyat pazarlığı yapmamız gerektiğinde yaşadıklarını bir bir önümüze koyar. Ve kaçınılmaz olarak indirim yapmak zorunda kalırız.
Üretim her zaman neyi, ne zaman ve ne kadar üreteceğini bilmek ister. Öyle kısıtları vardır ki en küçük değişiklikte verimliliği düşer ve yeniden eski verimliliğine ulaşması uzunca bir zaman alır. Bu arada bizde mesai vermek zorunda kalırız. Maliyetler alır başını gider.
Bu koşullar altında üretim yapmak, ürün satmak ve termin tarihi vermek bir mucizedir, yinede ürün satabiliyorsak bunu yalnızca satış ekibine borçluyuz. Eh bu durumda onlara ne yapsak azdır. Onlar istedikleri zaman istediklerini kolayca bulsunlar diye ayrı depolar kiralar ve oraları stoklarla doldururuz.
Sizce bu durum ütopik bir firmayı mı tanımlamaktadır?
- Ayrıntılar
- Yazan: Super User
- Kategori: Shojinka - İşgücü Dengeleme
- Görüntüleme: 9349
Pek çok firmada çalışanlar genel olarak işe alındıklarında genel bir eğitimden geçirilir ve çalışma yerine teslim edilir. Bazı firmalar ise genel eğitimin yanı sıra teknik eğitim de vererek çalışma alanına teslim ederler. Çalışanlar teknik olarak yeterli olsalar bile çalışma düzeni açısından kendi sistemlerine göre çalışma eğilim gösterirler. Böylece firma içindeki çalışan sayısı kadar bir birinden farklı çalışma düzeni oluşur. Çalışanlar arasında uyumun 100% olmaması nedeni ile muda oluşur, verimlilik düşer.
Yalın üretim sistemi bu konuda şu presibi ortaya atmaktadır; bir ürünün üretilmesi için gerekli iş gücü birim üretim başına sabit kalmalıdır. Bu durumda akla gelen soru müşteri siparişleri azaldığında veya arttığında nasıl bir iş gücü planlaması yapılabileceğidir.
- Ayrıntılar
- Yazan: Super User
- Kategori: Kaizen Nedir?
- Görüntüleme: 8403
Kaizen firma içinde sürekli iyileştirme çalışmaları yapmanın en uygun yoludur. Kaizen çalımalarının firma kültürü haline gelmesi ile tüm çalışanlar ortak hedefe doğru birlikte çalışma ve başarılı olma olanağı kazanırlar. Pek çok firma kaizen çalışmaları yardımı ile büyük oranlarda maliyet azalmaları sağlamışlardır.
Unutulmaması gereken en önemli konu kaizen çalışmaları sonrasında açığa çıkacak personelin kaizen ofisine alınıarak iyileştire çalışmalarına katkıda bulunmalarının sağlanmasıdır. Böylece firma çalışanları arasında güven ortamı sağalacağından katkıda bulunma isteği artmaktadır. Aksi durumda kaizen çalışmalar ile elde edilecek performans her zaman engellenmeye çalışılmaktadır.
- Ayrıntılar
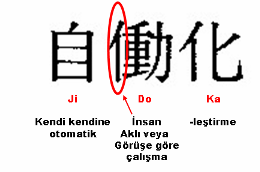
- Yazan: Super User
- Kategori: Jidoka - Sıfır Fireli Üretim
- Görüntüleme: 8247
Her firmada tartışmaların başında gelen en önemli konulardan biri fire oranlarıdır. 1-3% fire oranı pek çok çalışan tarafından iyi bir düzey olarak gösterilmektedir. Oysa fire her zaman firmanın kaybettiği paradır. Ne kadar azaltırsanız azaltın fire var oldukça bu tartışma bitmez. Bir Japon tekniği olan JIDOKA fire oranı olarak "0" -sıfır- 'ı hedef almıştır. Bunu başarmak için aşağıdaki prensipleri öne sürmektedir.
Firenin oluşma nedeni nedir?
Fire veya tamir yapılan bir hata nedeni ile üretilen ürünün kullanılamaz hale gelmesi ve yeniden işleme tabi tulumayı gerektirmesidir. Burada anahtar kelime HATA 'dır. Yani Prensip olarak hata yapılmadığı durumlarda fire ve tamir ortaya çıkmaz. Öyleyse hedefimiz firenin ve tamirin önlenmesi değil, hatanın önlenmesi olmalıdır. Bunun için sistem geliştirmeliyiz.
Firenin ikinci önemli nedeni ise model değişimlerinde yapılması gereken ayarlar ve bu ayarların ürün üzerinde kontrol edilerek yapılmasıdır. Operatör genellikle bir ürün üretir, sonuca bakar uygun değil ise yeniden ayar yapar. Bu arada ürettiği ürünler hep firedir.
Burada hedefimiz model dönüşümlerinde ayar gereklerini ortadan kaldırmak veya standardize etmek olmalıdır. Yani operatör ürün üretmeden kolayca ayar yapabilmelidir.
Fire sayısı neden yüksek olur?
Jidoka prensiplerinden ikincisi ve anlaşılması en zor olanı ise durmaktır. Bir hata yaptığımız zaman hatanın ilk farkına vardığımızda yapmamız gereken ilk şey üretimi durdurmaktır. Aksi durumda fire miktarı hızla artar. Üretimi durdurmalı ve hatanın giderilmesini beklemeliyiz.
Fire sayısını artıran ikinci neden ise insanlarda olan deneme eğilimidir. İyi analiz etmeden bu sefer doğru çalışacak ümidi ile denemeler devam eder. Ancak deneme devam ettikçe fire üretimi artar. Bu bakımdan operatörlere doğru analiz yapabilecek düşünce yapısı kazandırılmalıdır.
- Ayrıntılar
- Yazan: Super User
- Kategori: Yalın üretim sistemi
- Görüntüleme: 7901

Stok Yalın Üretim Sisteminde kontrol altına alınması gereken en önemli unsurdur. Düşünün çoğu zaman firmalarda bir planlama elemanın yüz binlerle ifade edilen malzemeleri veya ürünleri satınalama veya ürettirme kararı vermesi için yetkiler verilmektedir. Genellikle bu stoklar firmanın sorunu haline gelmektedir.
- Ayrıntılar
- Yazan: Super User
- Kategori: Yalın üretim sistemi
- Görüntüleme: 8558
Muda veya Değer Üretmeyen Her Şey
Muda Japoncada değer üretmeyen ancak harcanan şeylere denir. Yani türkçedeki karşılığı İSRAF. Mudayı açıklayabilmek için müşteri gözü ile bakmak en kolay yoldur. Müşteri kendi açısından bir değer ifade etmeyen hiç bir şey için ödeme yapmak istmez. Bu nedenle müşterinin para ödemeyeceği her şey ortadan kaldırılması gerken bir MUDA olarak tanımlanabilir.
- Ayrıntılar
- Yazan: Super User
- Kategori: Kanban - Çekme Sistemi
- Görüntüleme: 7356
Malzeme yönetimi yalın üretim sisteminin en önemli unsurlarındandır. Malzeme yönetimi yardımıyla akışın yaratılması ile değerler (üretilen değer) kaynaktan müşteriye doğru akar. Böylece katma değer üretimi en iyi seviyeye ulaşır. Firma içinde daha önce görünür olmayan sorunlar ortaya çıkar bu sorunları çözülmesi ile maliyetlerde azalma olur. Firmanın hayati, önem taşıyan, rekabet edebileme becerisini artırır.
Toyota firmasının ünlü başkanlarından biri "Ortlama insanların çalıştığı iyi düşünülmüş süreçlerden mükemmel sonuçlar elde ettik, fakat mükemmel insanların çalıştığı iyi düşünülmemiş süreçlerden, bir çok firmada da olduğu gibi, ortalama ve kötü sonuçlar elde ettik" demiş. Malzeme yönetimi çoğu zaman iyi düşünülmeden yalnızca mükemmel insanlarla yapılmaya çalışıldığından kötü sonuçların alınması kaçınılmaz oluyor.
- Ayrıntılar
- Yazan: Super User
- Kategori: Yalın üretim sistemi
- Görüntüleme: 12701

Üretim sistemi ana hedefi "siparişin alınmasından sonra ödemenin alınmasına kadar geçen sürenin kısaltılması" olarak tanımlanmıştır. Bu kısalma süreç içerisinde var olan ve katma değer üretmeyen her şeyin ortadan kaldırılması ile elde edilir. Böylece maliyetlerde beklenenin ötesinde bir iyileşme sağlanır.
Firma yöneticileri genellikle direkt işçilik (görünen işçilik) üzerine eğilerek yatırım ve iyileştirme çalışmaları yaparlar. Oysa asıl maliyet oluşturan kalemler yöneticinin göremediği alanlarda ve katma değer oluşturmayan zaman kayıplarında gizlidir. Bu sistemin temel hedefi işte bu gizli maliyetlerin ortaya çıkarılması ve azaltılması olarak açıklanabilir.
Yalın Üretim Sistemi ve Kaizen ayrı şeylerdir. Kaizen sürekli iyileştirme çalışmalarını yürütmek için yapılan etkinlikler için bir motot olarak tanımlana bilir. Pek çok sitede kaizen ile yalın üretim sistemi benzer olarak tanımlanmıştır. Fakat bu doğru değildir.
- Ayrıntılar
- Yazan: Super User
- Kategori: Yalın üretim sistemi
- Görüntüleme: 7897
Firmanın Yalın Üretim Sistemini uygulamaya karar vermesi ile bir soruya cevap aranmaya başlar. Nasıl uygulanacak? Bu sorunun cevabı "Yol Haritası" ile verilebilir. Firma yalın üretim sistemine geçerken belirli aşamalardan geçmek ve tüm çalışanlarının bu kültürü kazanmasını sağlamak zorundadır. Aksi durumda geçici ve adacıklar halinde bir iyileşmenin ötesine geçmek mümkün olmaz.
- Ayrıntılar
- Yazan: Super User
- Kategori: Kaizen Nedir?
- Görüntüleme: 7307
Giderek daha çok firma OEE ölçüm yöntemini kullanmaya başladı. Bu yöntem daha doğru bir yöntemdir. OEE'yi açıklayan Ümit Sayının yazısını okumak için Kazien bölümüne gidebilirsiniz. Burada ayrıca değinmeyeceğiz.
OEE ile verimlilik doğru ölçülmesine rağmen kendiliğinden iyileştirilmez. OEE raporlama sonucu ortaya çıkarmakla insanların bir miktar kendilerine çeki düzen vermesini sağlamakla beraber yine de 85% üzerine çıkmak için daha fazlasını yapmak gereklidir. Sorunların ana kaynağına inerek çözümler bulmanız ve uygulamalar yapmanız gerekecektir.
Şimdi adım adım bunları nasıl uygulayacağınızı görelim.
- Ayrıntılar
- Yazan: Super User
- Kategori: Değer akışı analizi
- Görüntüleme: 7350
Değer akışı haritaları yalın üretim uygulamalarının en sık kullanılan araçlarından biridir. Mevcut durumu daha iyi anlamamızı, bir sorunları doğrudan görmemizi ve çalışmaların hedeflerini oluşturabilmemizi kolaylaştırması açısından oldukça değerli katkılar sunar. Proje ekibinin doğru hedefler oluşturabilmesi açısından değer akışı haritalarını doğru yorumlayabilmeleri, hedefleri oluşturabilmeleri açısından oldukça önemlidir. Firma çalışanlarının yorumlama yaparken yaptıkları en büyük yanlışlar şunlardır;
- Takt süresi yerine çevrim süresine odaklanmak, dolayısı ile üretimi hızlandırmaya çalışmak,
- İş istasyonları arasındaki, özellikle ofis süreçleri veya hizmet sektörü süreçlerinde, dengesizlikleri göz ardı etmek,
- Katma değer üretmeyen süreler yerine, katma değer üreten sürelere odaklanmak,
- Ürünleri, satışa dağılımlarını iyi anlamadan tamamını aynı sürece almaya çalışmak,
- Daha önce yapılan hataları düzeltmek yerine dokunulmaz, açıklanamaz ilan ederek, kutsallaştırmak,
- Parasal sınırlar çizerek radikal çözümleri göz ardı etmek
Şimdi bu yanlışlar ve yapılması gerekenler üzerinde duralım;
- Ayrıntılar
- Yazan: Super User
- Kategori: Yalın üretim sistemi
- Görüntüleme: 7244
Yalın üretimin yararlarını hissedilir şekilde elde etmek için, yalın üretim sisteminin yaşam tarzı haline gelmesi gerekiyor. Firma kültürünün bu yönde gelişmesi, değişmesi ve çalışanların büyük kısmı tarafından özümsenmesi gerekiyor. Ne yazık ki insanların değişmesinden söz ettiğimiz için bizi oldukça zor bir süreç beklemektedir. İşletme içinde standartlaşma az olduğundan ve neredeyse her çalışan kendi çalışma düzenini geliştirdiğinden değişime karşı direnç oluşturmaktadır. Bu direnç işletme seviyesinden yönetim kademesine gittikçe daha da artmaktadır. Bunun temel sebebi azda olsa mavi yakalıların talimatlar doğrultusunda çalışmaya alışmış olmalarıdır. Yeni talimatlar onlara yeni bir yön çizdiğinden değişim daha kolay sağlanabilmektedir. Asıl zorluk beyaz yaka kısmında ortaya çıkmaktadır. Onların talimatlar doğrultusunda çalışma gibi bir alışkanlıkları ya hiç yoktur veya mavi yakaya göre çok çok azdır. Böylece tüm değişime ve gelişmeye karşı çıkmak üzere kurulmuş birer yay gibi davranmak olağan bir durum olarak ortaya çıkmaktadır. Birçok firma bu durumu göz ardı ederek doğrudan mavi yaka seviyesinde değişime başladığından oldukça zor ve sancılı bir dönüşüm süreci geçirmektedir.
- Ayrıntılar
- Yazan: Super User
- Kategori: Shojinka - İşgücü Dengeleme
- Görüntüleme: 6497
Firmanızda mutlaka karşılaşmışsınızdır. Yalın üretim uygulamaları ve rekabet eninde sonunda gelip çalışanlara dayanmaktadır. Böyle bir durumda güvenini kazanmadığınız, kendini firma değerleri ile özdeşleştirmemiş, öz disiplini olmayan, elde ettiği gelirden dolayısıyla işinden memnun olmayan çalışanlar, israfın önlenmesine katıda bulunmayı reddetmekte ve çalışmalar ya durma noktasına gelmekte veya çok yavaş ilerlemektedir.
Toyota takım çalışması konusunda da lider bir yaklaşım sergilemiştir. Tüm çalışan için bireysel gelişmenin teşvik edildiği bir takımlar halinde çalışma esası kurulmuştur. Bilindiği üzere Toyota iş garantisini çalışanlar baştan sunmaktadır. Böylece bir çok sorun daha başlaman çözülmüştür. Böyle bir ortamda çalışanlar artık yeni sorulara ve sorunlara yönelerek çözüm üzerine odaklanabilmektedir.
Bu yazımızda çalışanların güvenini kazanmak, onları motive etmek ve yalın üretim sistemine katılmalarını sağlamak için yapılması gerekenleri açıklayacağız.
- Ayrıntılar
- Yazan: Super User
- Kategori: 5S Nedir? | Tertip Düzen ve Öz Disiplin
- Görüntüleme: 6822
Bu güne kadar 5S çalışmaları ile ilgili olarak birçok yazı yazdık. Sitemizin kullanıcılarına sunduğu yazıların birçok soruyu da beraberinde getirdiğini biliyorum. Her ne kadar mümkün olduğunca uygulamaya yönelik yazılar yazıyor olsak da bahsedilen konuların daha iyi anlaşılması bir şeylere daha ihtiyaç duyulduğunu biliyoruz. Bunun için sizlere bazı örnek 5S uygulamaları ve açıklamalar yazarak bu ihtiyacı bir miktar gidereceğimizi düşünüyorum.
Öncelikle 5S için en çok rastlanan konulardan birine değineceğim. Temizlik konusu. Çalışanlar bu konuyu hiç sevmemektedir. Böyle olunca temizliğin ihmal edildiği sık rastladığımız sorunlardandır. İhmalin en büyük nedenlerini şu şekilde sıralayabiliriz
- Temizliğin zor olması,
- Makinenin ulaşılmayan yerlerinin bulunması,
- Temizlik için zaman ayrılmaması,
- Çalışanlara temizlik yapmaları gereken yerlerin paylaştırılmamış olması,
- Kirliliğe alışma,
- Kir kaynaklarının kurutulmaması,
- Çalışanlara inisiyatif verilmemesi,
- Temizliğin öneminin yeterince anlatılmamış olması,
- Temizlik gereçlerinin olmaması,
- Akort çalışma sistemi nedeni ile temizliğin göz ardı edilmesi
- Ayrıntılar
- Yazan: Super User
- Kategori: 5S Nedir? | Tertip Düzen ve Öz Disiplin
- Görüntüleme: 10748
Bu gün 5S sisteminin en önemli elemanlarından olan görsel kontrol sistemine değinmeye çalışacağız. Bildiğiniz üzere 7 muda içinde hareket, taşıma, bekleme bulunmaktadır. Bunların temel sebeplerinden birisi ve en önemlisi görsel kontrol siteminin kurulmamış olmasıdır.
Genel olarak operatörler ihtiyaç olan şeyi belirleme, bulma, getirme durumlarında mudaya neden olmaktadırlar. Neye ihtiyaç olduğunu belirlemek zaman almakta, nerede olduğunu belirlemek mümkün olmamakta ve operatör bunlarla uğraşırken bekleyen diğer operatör ve makineler oluşmaktadır. Operatörler standart olmayan teknikler ile çalışarak bir yandan başkaca sorunların çıkmasına neden olmaktadırlar.
Yapılan sık hatalar konusunda uyaran bir sistem olmadığından, ya hiçbir çözüm bulunamamakta ve sürekli olarak operatör hatalarından bahsedilmektedir, ya da teknolojik çözümlere gidilerek yüksek maliyetli test ekipmanları alınarak "Gereksiz işlem" mudası üretilmektedir.
Yönetim takımı olması gereken durumu denetlerken büyük gayret sarf etmek zorunda kaldığından çoğunlukla zaman yetmemesi nedeni ile ya denetim yapamamakta veya yetersiz seviyede denetim yapmaktadır.
Bu gün bütün bunlara çözüm olarak kullanılan ve bir iş istasyonunda kurulması gereken görsel kontrol sisteminin temel özelliklerini anlatacağız.
- Ayrıntılar
- Yazan: Fatih Sütçüler
- Kategori: Yalın üretim sistemi
- Görüntüleme: 6823
"Yalın" sözcüğünü sıkça duyuyorsunuz. Üretim süreçlerinin "Yalın" hale getirilmesinden söz ediliyor. "Yalın Üretim" diye adlandırılan bir üretim konsepti oluşturulmuş. Sayısız faydası olduğu anlatılıyor.
Okuduklarınızdan, duyduklarınızdan anlamaya çalışıyorsunuz. Size bir yararı olabilir mi? Başa çıkmaya çalıştığınız sorunlara bir çözüm getirebilir mi?
Buna cevabımız evet olacaktır. Bir umut ışığı olmaktan öte, "Yalın Üretim" geleceğin kendisidir. Geleceği yakalamak için, şimdiden çalışmaya başlamak gerekir. Zaman, emek ve para gerek bu konsepti oluşturmak için. İşi bilen uzmanlara, danışmanlara ihtiyacınız var. Sabırlı olmayı da öğrenmeniz gerekecek. İşletmeniniz, bu günkü durumuna, bir anda gelmedi.
- Ayrıntılar
- Yazan: Fatih Sütçüler
- Kategori: Yalın üretim sistemi
- Görüntüleme: 6971
Önceki yazımızdaki "örnek durumu" hatırlıyorsunuz. Büyük umutlarla ve ciddi bir kaynak kullanımı ile başlayan bir "değişim" projesi söz konusuydu. Bütün çabalara rağmen, işletme hedeflenen devinimi başlatamıyordu. Bu, çokça yaşanan bir durumdur. Piyasada, endüstriyel uygulamalarla ilgili bir akım başlar. Faydaları anlata anlata bitirilemez. Danışmanlık şirketleri bu konuda hizmet vermek için yarışa girer.
Gazetelerde, dergilerde başarı hikâyeleri anlatılmaya başlanır. Öyle bir hava oluşur ki, sanırsınız bir sihirli değnektir, söz konusu olan. Alacaksınız elinize, bir dokunacaksınız, bütün problemleriniz bir anda ortadan kalkacak.
Akıma kendinizi kaptırırsınız, işe koyulursunuz. Bakarsınız ki, iş sanıldığı gibi kolay yürümüyor. ISO 9000 macerası böyle başladı. "Altı Sigma" da öyle. Şimdilerde de "Yalın Üretim" revaçta.
- Ayrıntılar
- Yazan: Fatih Sütçüler
- Kategori: Yalın üretim sistemi
- Görüntüleme: 6452
Önceki yazımızdan, değişim projelerinin başlangıcında oluşan "belirsizlik" ortamının iyi yönetilmesi gerektiğinden bahsetmiştim.
Belirsizlik bilgi eksikliğinden kaynaklanır.
Yalın Üretim sistemine geçiş sürecinde, işletmede bir dizi değişiklik gerçekleşir. Bu değişiklikler, çalışanlarda bir tedirginlik yaratır. Sonuçta ne olacağına dair bilgi eksikliği söz konusudur.
İş nereye varacak?
Çalışanlar nasıl etkilenecek?
İşten çıkarılmalar olacak mı?
- Ayrıntılar
- Yazan: Fatih Sütçüler
- Kategori: Yalın üretim sistemi
- Görüntüleme: 6613
Önceki yazılarımızda sözünü ettiğimiz konulara ek olarak, "sistem" yaklaşımından söz etmek istiyorum.
Her değişim projesi gibi, yalın üretim projesi de, başlangıçta direnç ile hatta inkar etme tutumu ile karşılaşacaktır. Bu "sistem" yaklaşımıyla da ifade edilebilir. İşletmeniz; çeşitli üretim araçlarından, insanlardan ve süreçlerden oluşan karmaşık bir sistemdir. Bu sistemin unsurları, birbirleri ile değişik seviyelerde etkileşim halindedir. Organizasyonunuz ne kadar basit görünse de, geri planda bir karmaşık ilişkiler ağı bulunur. Bunu, işlerin yolunda olduğu zamanlarda pek farketmezsiniz. Sistemde, herhangi bir değişiklik yapmaya karar verdiğinizde ve harekete geçtiğinizde; bu karmaşık ilişkiler ağı kendini göstermeye başlar.
Başlangıçta karşılaştığınız "direnç gösterme" refleksi bu yapı ile ilgilidir. Her sistem, mevcut durumunu korumak ister. Bu, doğada, endüstride ve siyasette de geçerli bir durumdur. Değişim, sistemi/organizasyonu oluşturan unsurlar için, çapraz/karmaşık etkileşimlerin çözülmesi ve yeniden yapılanması anlamına gelir. Önceki yazılarımızda bahsettiğimiz "belirsizlik" bu durumdan kaynaklanır. İnsan beyni belirsizlikten hoşlanmaz. Buna karşı gösterdiği tepki, değişime karşı direnç olmaktadır. Bu, doğal bir süreçtir.
- Ayrıntılar
- Yazan: Fatih Sütçüler
- Kategori: Yalın üretim sistemi
- Görüntüleme: 7037
Önceki yazımda değindiğim "gecikme" faktörünü önceki yazıdan hatırlıyorsunuz. PUKÖ döngüsünün temel aşamaları arasına paralel çizgiler yerleştirmiştik. Bu yazıda konuyu biraz açmaya çalışacağım.
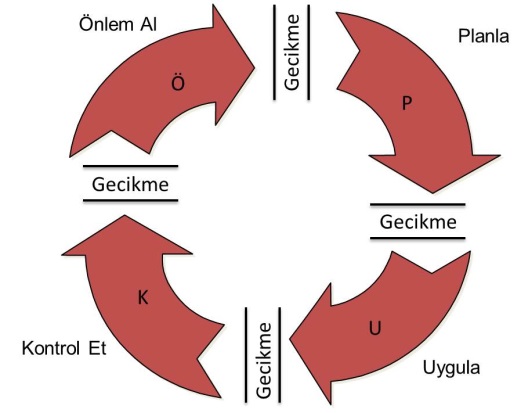 Bu diyagrama sık sık başvuracağız. Sistem düşüncesini özetleyen güzel bir diyagramdır. Artık, hayatın çizgisel olmadığını, kendini tekrarlayan döngülerden oluştuğunu biliyoruz. Yaşamı bu şekilde ele almamızın faydasını, değişim sürecini yönetirken göreceğiz.
Bu diyagrama sık sık başvuracağız. Sistem düşüncesini özetleyen güzel bir diyagramdır. Artık, hayatın çizgisel olmadığını, kendini tekrarlayan döngülerden oluştuğunu biliyoruz. Yaşamı bu şekilde ele almamızın faydasını, değişim sürecini yönetirken göreceğiz.
PUKÖ döndüsüne dönelim. Planlama aşamasından uygulama aşamasında bir gecikme söz konusu. Bu gecikme; uygulamadan kontrol aşamasına geçerken, kontrol aşamasından önlem alma aşamasına geçerken ve önlem almadan tekrar planlama aşamasına geçerken de görülüyor.
- Ayrıntılar
- Yazan: Super User
- Kategori: Kanban - Çekme Sistemi
- Görüntüleme: 11385
Yalın üretim sisteminde "akış" kelimesinin karşılığı tek parça akışı olarak algılanmalıdır. Tek parça akışında her iş istasyonu bir ürünü takt süresi içinde işleme tabi tutar ve bir sonraki iş istasyonuna verir. Uygulanması gereken bundan ibarettir. Uygulanan bu yöntemin saymakla bitmeyecek kadar çok fazla yararı vardır. Bunların en başında hattın cevap süresinin kısalmasıdır. Yanı sıra hat üzerinde bulunan ve aralardaki stoklar nedeni ile görünmez hale gelen hat dengesizlikleri, darboğazlar ve israfların görünün hale gelmesidir ki bu uygulama sayesinde tamamını çözme fırsatı bulabiliriz.
Buna karşılık birçok yönetici işletme içindeki olumsuzlukların görünmez olmasını tercih etmektedir. Bunun ana nedeni "sorunları görünür hale getirmek" eyleminin sorun çıkarmak olarak algılanmasıdır. Sorunların arttığı düşünen yönetim eski tekniklere dönerek ortaya çıkan sorunları görmezden gelmeye devam eder.
Tek parça akışına karşı en gösterilen en büyük dirençlerden biri çalışan insanların alışkanlıklarıdır. Çalışanlar genel olarak bir işlemi yaparak yığmak üzerine kurulu çalışma şekillerini savunur ve böyle çalışarak çok daha verimli oldukları iddia ederler.
- Ayrıntılar
- Yazan: Super User
- Kategori: 5S Nedir? | Tertip Düzen ve Öz Disiplin
- Görüntüleme: 7507
Yalın üretim sisteminin temel uygulamalarından olan 5S'in eğitim süresi oldukça kısadır. Zaten uygulamaya geçen firmalarda eğitim aşaması çabucak aşılmaktadır. Yaygınlaştırma eğitimleri dahi kısa sürede tamamlanabilmektedir. Gerçek hayat ile ilgili uygulamalara geçişte ise hemen hemen tüm uygulayıcılarda asıl sorunlar ortaya çıkmaktadır. Bu sorunların aşılması güçlükler içermektedir. Çıkan sorunların en temel etkisi uygulamaların gecikmesi, maliyetlerin yükselmesi ve elde edilen faydanın azalması yönünde olmaktadır. Bazı uygulayıcılarda 5S tamamen devre dışı dahi olabilmektedir.
